Собственно это переработанный текст из одно хорошей книжки
 Газовая сварка
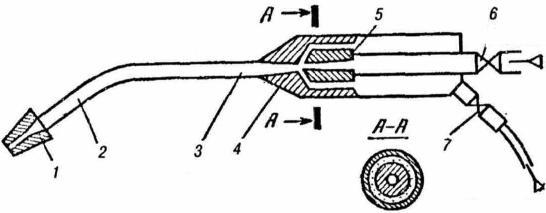
Газовая сварка — это процесс сварки плавлением, при котором место соединения нагревают до расплавления высокотемпературным газовым пламенем (рис. 12.1). При нагревании газосварочным пламенем 4 кромки свариваемых заготовок / расплавляются, зазор между ними заполняется присадочным металлом 2, который вводят в пламя горелки 3 извне. Газовое пламя получается при сгорании горючего газа в атмосфере технически чистого кислорода.
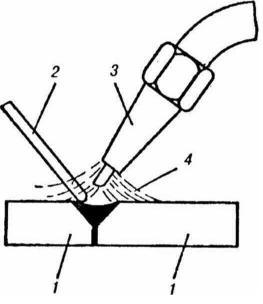
Рис. 12.1. Принципиальная схема газовой сварки:
1 — свариваемое изделие; 2 — проволока; 3 — мундштук;
4— сварочное пламя
Оборудование для сварки включает в себя кислородный баллон, ацетиленовый генератор или баллон с горючим газом, редукторы (кислородный и для горючего газа), газовую горелку и шланги для подачи кислорода и горючего газа в горелку.
Для сварочных работ используют газообразный кислород, который получают из воздуха методом глубокого охлаждения и поставляют к месту потребления в стальных баллонах под давлением 15 МПа. Баллоны окрашивают в голубой цвет с черной надписью «Кислород».
Кислородный баллон (рис. 12.2) представляет собой стальной цилиндр со сферическим днищем 6 и горловиной 4 для крепления запорного вентиля 2. На нижнюю часть баллона насаживают башмак 5, позволяющий ставить бал¬лон вертикально. На горловине имеется кольцо З с резьбой для навертывания защитного колпака / с резьбой.
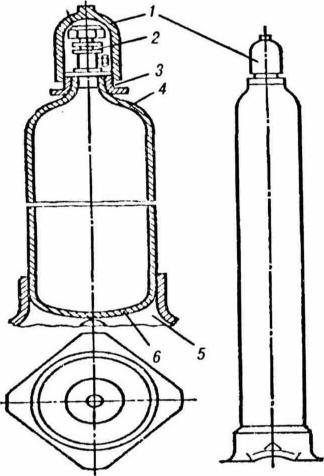
Рис. 12.2. Схема газового баллона:
1— колпак; 2— вен гиль; 3— кольцо; 4 — горловина;
5—башмак; 6 —днище
Средняя жидкостная емкость баллона 40 см3; при давлении 15 МПа он вмещает около 6000 см3 кислорода.
Для различных газов принята определенная конструкция вентиля. Различная резьба хвостовика исключает возмож¬ность установки на баллон не соответствующего ему вентиля. Вентиль кислородного баллона изготовляют из латуни, так как она обладает высоком коррозионной стойкостью в среде кислорода. Вентиль ацетиленового баллона изготовляют из стали, так как сплавы меди, содержащие более 70 % меди, при контакте с ацетиленом образуют взрывоопасную ацетиленовую медь. На горловину баллона плотно насажено кольцо с наружной резьбой для навинчивания предохранительного колпака.
Кислородные редукторы понижают давление от 15 до 1,5 М Па, а ацетиленовые — от 1,6 до 0,02—0,05 М Па. Редукторы, применяемые в сварочной технике, обычно имеют два манометра, один из которых измеряет давление газа до входа в редуктор, второй — на выходе из него.
Принцип действия редуктора (рис. 12.3) состоит в том, что клапан 2 находится под действием двух взаимно противоположных сил: давления запорной пружины / и давления гибкой мембраны 4. При номинальном рабочем давлении / редуцированного газа в камере низкого давления устанавливается равновесие запорной пружины и мембраны, действующих па клапан в противоположных направлениях. Запорный клапан 2 прижимается к седлу запорной пружины / и преграждает доступ из баллона и редуктор газа высокого давления. На тот же клапан 2 воздействует через толкач 3 гибкая мембрана 4, стремящаяся его открыть; на мембра-
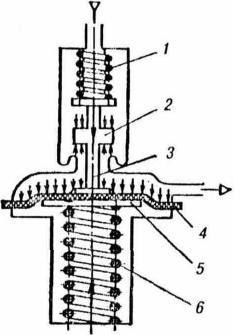
Рис. 12.3. Схема газового редуктора:
1— запорная пружина; 2— клапан; 3 — толкач;
4— мембран. 5— нажимной диск; 6 — регулировочная пружина
ну 4 через нажимной диск 5 — главная регулировочная пружина 6, стремящаяся открыть клапан 2, а с внутренней стороны камеры редуктора — редуцированный газ низкого давления.
Рабочее давление газа, зависящее от натяжения пружины 6, можно регулировать винтом с резьбой.
Редукторы для различных газов отличаются лишь устройством присоединительной части, которая соответствует устройству вентиля баллона для данного газа. Корпус редук¬тора окрашивают в определенный цвет, например в голубой для кислорода, в белый для ацетилена и т. д. К сварочной горелке кислород от редуктора подают через специальные резиновые шланги.
Кислородный баллонный редуктор типа ДКП-1-65 предназначен для питания газом одного поста. Наибольшее допустимое давление газа на входе в редуктор — 20 МПа, наименьшее— 3 МПа. Рабочее давление — 0,1 —1,5 МПа. При наибольшем рабочем давлении расход газа составляет 60 м3/ ч, а при наименьшем — 7,5 м3/ч. Редуктор окрашен в голубой цвет и крепится к баллону с помощью накидной гайки. В настоящее время выпускают более совершенные редукторы типа ДКП-2-78 с той же технической характеристикой.
Ацетиленовый баллонный редуктор типа ДАП-1-65 рассчитан на наибольшее давление на входе 3 МПа. Расход газа при наибольшем рабочем давлении 0,12 МПа составляет 5 м3/ч, а при наименьшем рабочем давлении 0,01 МПа — 3 м3/ ч. Редуктор окрашен в белый цвет и крепится на баллоне с помощью хомутика.
Шланги (рукава) для кислорода и ацетилена стандартизованы. Предусмотрено три типа шлангов: для подачи ацетилена при рабочем давлении не более 0,6 МПа; для жидкого топлива (бензин, керосин) при рабочем давлении не более 0,6 МПа; для подачи кислорода при рабочем давлении не более 1,5 МПа. Рукава состоят из внутреннего резинового слоя (камеры), нитяной оплетки и наружного резинового слоя.
Наружный слой ацетиленовых рукавов — красного цвета, рукавов для жидкого топлива — желтого, кислородных — синего. Длина шланга при работе от баллона должна быть не менее 8 м, а при работе от генератора — не менее 10 м; наибольшая допустимая длина — 40 м.
Крепление рукавов на ниппелях горелок и между собой осуществляется специальными хомутиками.
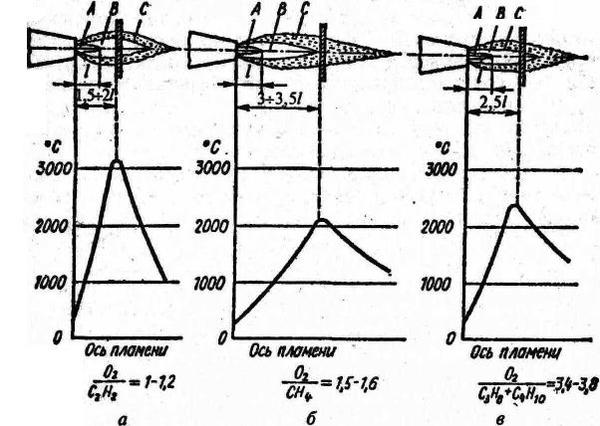
Горючие газы. В качестве горючих газов можно применять природные газы, водород, пары бензина и керосина, нефтяные газы, ацетилен и др.
Перечисленные горючие газы могут быть использованы главным образом для кислородной резки, не требующей высокой температуры пламени. Для газовой сварки применяют ацетилен, так как он имеет большую теплотворную способность по сравнению с другими горючими газами и высокую температуру сгорания (3200°С).
Продолжение следует...